| ធាតុ | ការក្លែងបន្លំ | ការខាស |
| ដំណើរការ | Forging គឺជាដំណើរការមួយដែលប្រើម៉ាស៊ីន forging ដើម្បីធ្វើឱ្យលោហៈទទេបង្កើតការខូចទ្រង់ទ្រាយប្លាស្ទិច ដើម្បីទទួលបានលក្ខណៈសម្បត្តិមេកានិច រូបរាង និងទំហំជាក់លាក់។ តាមរយៈការក្លែងបន្លំអាចលុបបំបាត់ពិការភាពរលុង ascast លោហៈនៅក្នុងដំណើរការ smelting បង្កើនប្រសិទ្ធភាព microstructure រក្សាលំហូរលោហៈពេញលេញ ដូច្នេះលក្ខណៈសម្បត្តិមេកានិចនៃការ forging ជាទូទៅគឺល្អជាងការសម្ដែងនៃ materail ដូចគ្នា។ ភាគច្រើននៃផ្នែកសំខាន់ៗរបស់ម៉ាស៊ីន whcih ត្រូវការបន្ទុកខ្ពស់ និងលក្ខខណ្ឌការងារធ្ងន់ធ្ងរអនុវត្តផ្នែកក្លែងបន្លំ។ | ការ Casting គឺជាដំណើរការមួយដែលដាក់លោហៈរាវចូលទៅក្នុងបែហោងធ្មែញ Cast បន្ទាប់ពីត្រជាក់និងរឹងដើម្បីទទួលបានផ្នែកដែលត្រូវការ។ |
| សម្ភារៈ | Forging ប្រើយ៉ាងទូលំទូលាយ ដែកមូល ដែកការ៉េ។ មានដែកថែបកាបូន ដែកយ៉ាន់ស្ព័រ ដែកអ៊ីណុក ក៏ដូចជាលោហៈដែលមិនមានជាតិដែកមួយចំនួន ដែលត្រូវបានអនុវត្តជាចម្បងនៅក្នុងឧស្សាហកម្មអវកាស និងភាពជាក់លាក់។ | ការដេញជាធម្មតានឹងប្រើដែកប្រផេះ ដែកប្រផេះ ដែកដែលអាចបត់បែនបាន និងដែកដែលមិនប្រើជាតិដែក៖ លង្ហិន សំណប៉ាហាំង សំរិទ្ធ វូស៊ី សំរឹទ្ធ លោហធាតុអាលុយមីញ៉ូម។ល។ | នៅក្រោមលក្ខខណ្ឌសមមូល លោហៈធាតុដែកមានដំណើរការល្អជាងនៅក្នុងលក្ខណៈសម្បត្តិមេកានិក ខណៈពេលដែលការសម្ដែងគឺល្អជាងក្នុងការបង្កើតផ្សិត។ |
| រូបរាង | ប្រតិកម្មអុកស៊ីតកម្មនៃដែកក្លែងបន្លំក្នុងអំឡុងពេលដំណើរការសីតុណ្ហភាពខ្ពស់នឹងបណ្តាលឱ្យមានគ្រាប់ធញ្ញជាតិ kylin បន្តិចនៅលើផ្ទៃនៃធ្មេញដាក់ធុងក្លែងក្លាយ។ ដូចគ្នានេះផងដែរការក្លែងក្លាយត្រូវបានធ្វើឡើងដោយការផ្សិតបន្ទាប់ពីបានយកចេញនូវរន្ធប្រាក់ឧបត្ថម្ភនៅក្នុងផ្សិតនោះនឹងមានបន្ទាត់បំបែកនៅក្នុងធ្មេញដាក់ធុងក្លែងក្លាយ។ | មានដានខ្សាច់និងការដាក់ដុំនៅលើផ្ទៃនៃធ្មេញដាក់ធុង។ |
| ទ្រព្យសម្បត្តិមេកានិច | ដំណើរការក្លែងបន្លំអាចធានានូវភាពបន្តនៃសរសៃដែក និងរក្សាលំហូរលោហៈពេញលេញ ធានានូវលក្ខណៈសម្បត្តិមេកានិកល្អ និងអាយុកាលប្រើប្រាស់បានយូរនៃធ្មេញដាក់ធុង ដែលដំណើរការចាក់គឺមិនអាចប្រៀបផ្ទឹមបាន។ | បើប្រៀបធៀបទៅនឹងផ្នែក Casting រចនាសម្ព័ន្ធលោហៈ និងលក្ខណៈសម្បត្តិមេកានិចអាចមានភាពប្រសើរឡើងបន្ទាប់ពីការក្លែងបន្លំ។ អង្គការដេញបន្ទាប់ពីការបង្កើតការខូចទ្រង់ទ្រាយកម្ដៅ គ្រីស្តាល់សំពីងសំពោងដើម និងគ្រាប់ធញ្ញជាតិជួរឈរផ្លាស់ប្តូរទៅជាគ្រាប់ធញ្ញជាតិល្អ និងអង្គការ recystallization isometric ឯកសណ្ឋានអនុញ្ញាតឱ្យរចនាសម្ព័ន្ធនៃការបែងចែកដើមនៅខាងក្នុង ingot, ពុកឆ្អឹង, ការដាក់បញ្ចូល slag porosity និងការបង្រួមផ្សេងទៀតឱ្យមានភាពជិតស្និទ្ធជាងមុន ដូច្នេះធ្វើអោយប្រសើរឡើងនូវភាពប្លាស្ទិកដែក និងលក្ខណៈសម្បត្តិមេកានិច។
Forging គឺដើម្បីទទួលបានរូបរាងដែលត្រូវការដោយការចុចលោហៈតាមរយៈការខូចទ្រង់ទ្រាយប្លាស្ទិចជាធម្មតាដោយញញួរឬសម្ពាធ។ ដំណើរការក្លែងបន្លំផ្តល់នូវរចនាសម្ព័ន្ធគ្រាប់ល្អិតល្អន់ និងធ្វើអោយប្រសើរឡើងនូវលក្ខណៈសម្បត្តិរូបវន្តនៃលោហៈ នៅក្នុងការប្រើប្រាស់ជាក់ស្តែង ការរចនាត្រឹមត្រូវអាចធានាលំហូរគ្រាប់ធញ្ញជាតិក្នុងទិសដៅនៃភាពតានតឹងចម្បង។ ខណៈពេលដែលការ Casting គឺដើម្បីទទួលបានវត្ថុដែលបង្កើតជាលោហៈតាមរយៈវិធីចាក់គ្រប់ប្រភេទ នោះគឺជាការដាក់លោហៈរាវចូលទៅក្នុងផ្សិតដែលបានរៀបចំដើម្បីទទួលបានរូបរាង ទំហំ និងលក្ខណៈសម្បត្តិជាក់លាក់ ដោយការរលាយ ការបោះ ការចាក់ ឬវិធីចាក់ផ្សេងទៀត ហើយរលាស់ចេញបន្ទាប់ពីត្រជាក់ សម្អាត និងការព្យាបាលចុងក្រោយ។ |
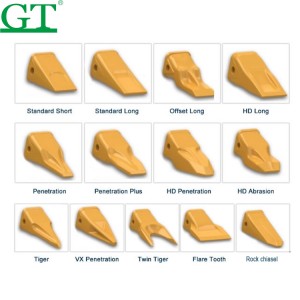
| ធ្មេញដាក់ធុង |
| PART NUMBER | ម៉ូដែល | UWT(KG) | ប្រវែងសរុប | អង្កត់ផ្ចិត |
| 205-70-19570 | PC200RC | ៥.៨ | ២៦៥ | ∅29 |
| 205-70-19570 | PC200RCQ | ៤.៧ | | ∅29 |
| 207-70-14151 | PC300RC | 10 | ៣១០ | ∅30 |
| 207-70-14151 | PC300RC(Q) | ៨.៥ | ៣០៥ | ∅30 |
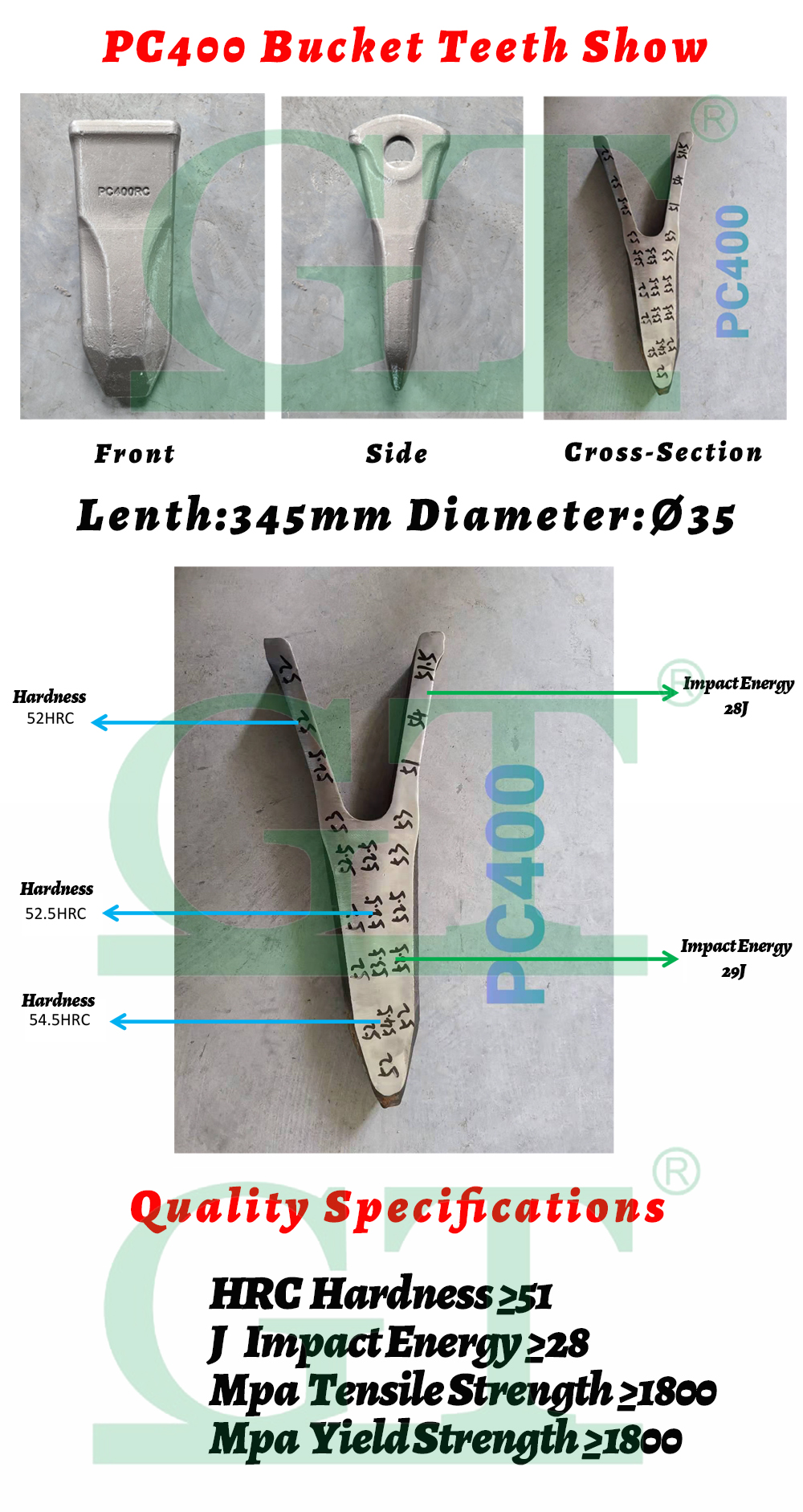
| 208-70-14152 | PC400RC | ១៤.២ | ៣៤៥ | ∅35 |
| ២៧១៣-១២១៧ | DH220RC | ៥.៧ | ២៥៧ | ∅២៣ |
| ២៧១៣-១២១៩ | DH300RC | ៧.៨ | ២៨៨ | ∅25 |
| ២៧១៣-០០៣២ | DH360RC | 11 | ៣១៤ | ∅27 |
| ២៧១៣-១២៣៦ | DH420RC / DH500 | ១៦.៣ | ៣៥០ | ∅29.5 |
| 1U3352 | E320RC | ៧.៣ | ២៧៥ | ∅26 |
| 1U3352 | E320RC | ៨.៥ | ២៨៥ | ∅26 |
| 7T3402RC | E325RC/SK330 | ១០.៦ | ៣១០ | ∅27 |
| 9W8452 | E330RC | ១៣.៧ | ៣៣៦ | ∅30.4 |
| 9W8552RC | E345RC | ២៤.២ | ៣៩០ | ∅35 |
| 14530544RC | EC210RC | ៧.៧ | ២៨៨ | ∅28 |
| 14536800RC | VOL360RC/EC460 | ១៥.៥ | ៣៤១ | ∅34.5 |
| EC480RC | ២០.៣ | ៣៧២ | ∅38 |
| 205-70-19570TL | PC200TL | ៥.៥ | | ∅29 |
| 14536800TL | VOL360TL | 12 | ៤៣០ | ∅34.5 |
| 208-70-14152TL | PC400TL | ១២.៥ | ៤១០ | ∅35 |
ការវេចខ្ចប់ធ្មេញក្លែងក្លាយ